 |
 |
 |
 |
 |
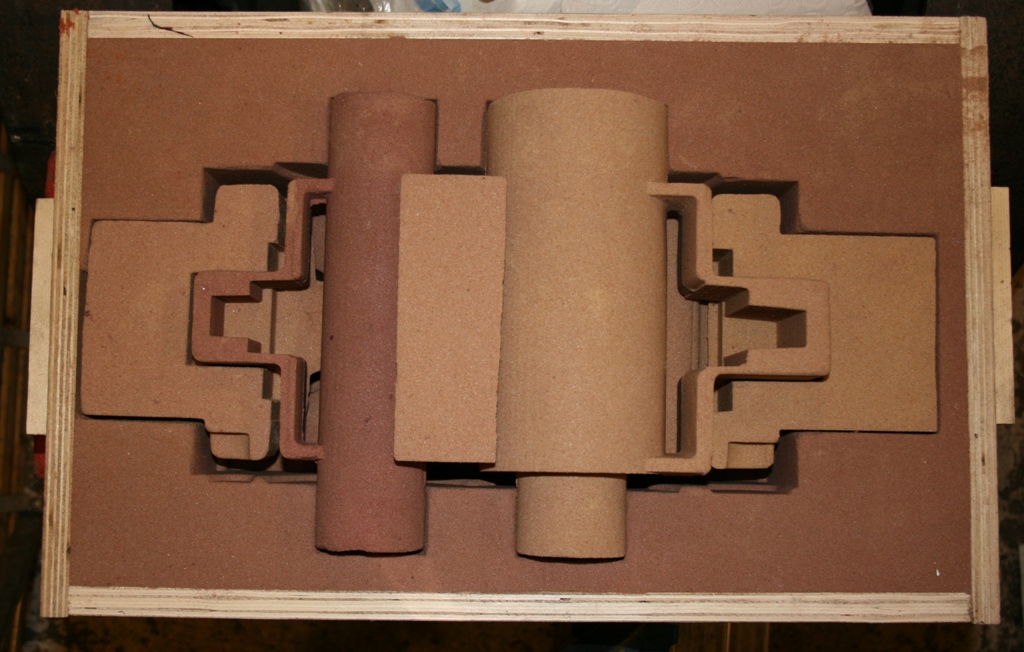
| 3 part Pattern, unpainted | Regulator core and box |
First 5 coreboxes and the top part of pattern in paint. |
Test box made up for the |
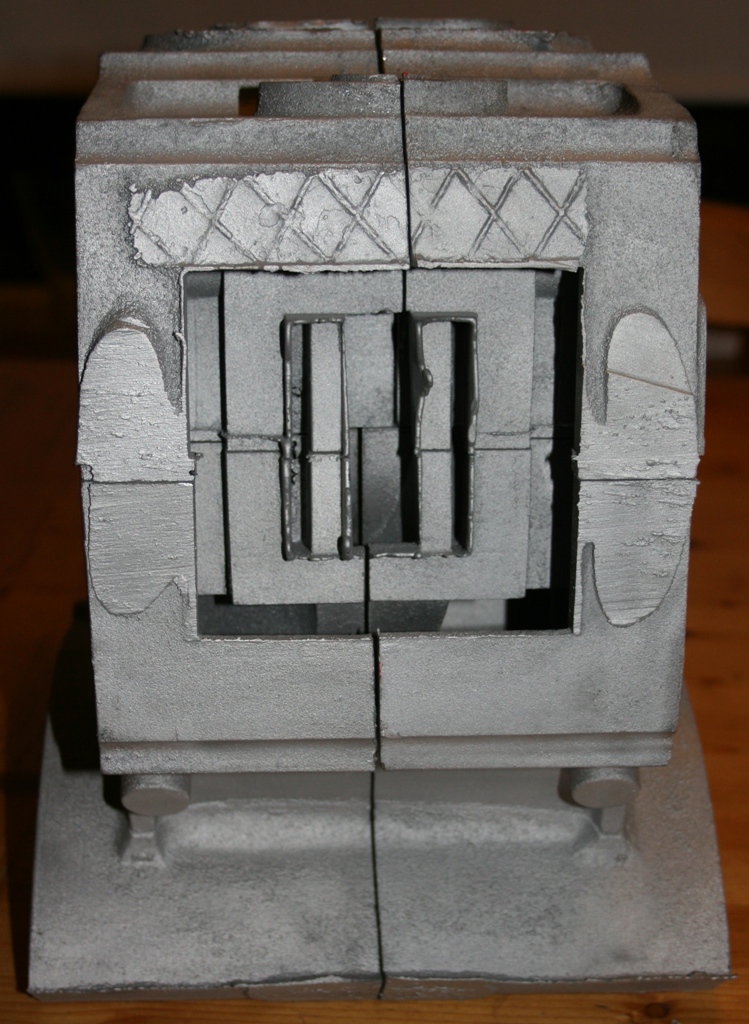
First 3 cores assembled in the top box |
|
|
|
|
|
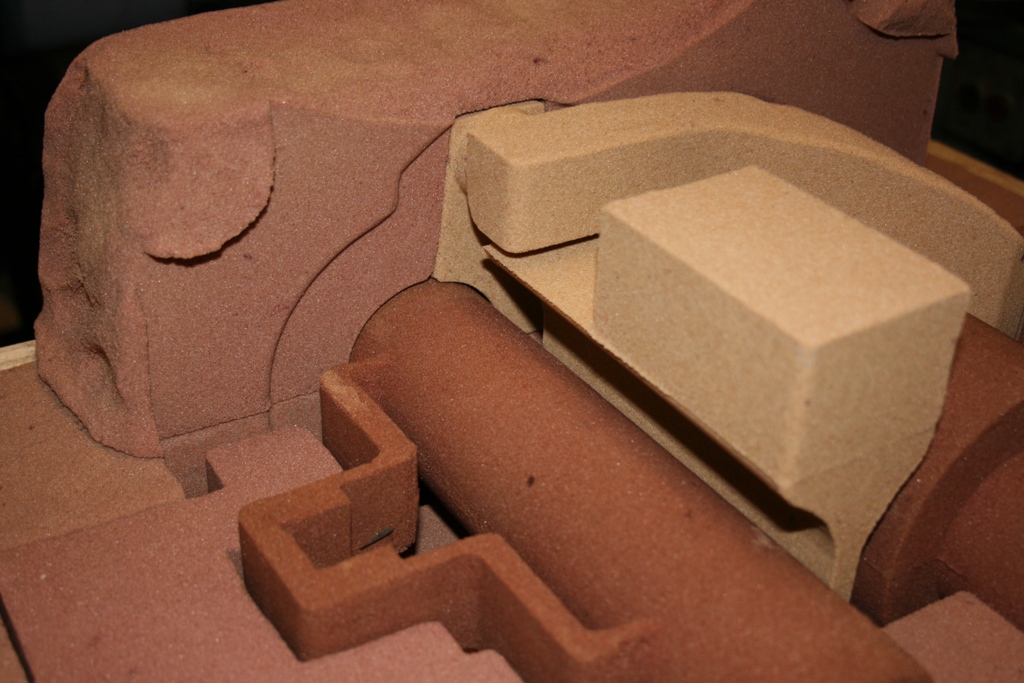
HP and LP bores & steam passage ways added. |
Part top box and LP core added. Stean uptake now full hieght. |
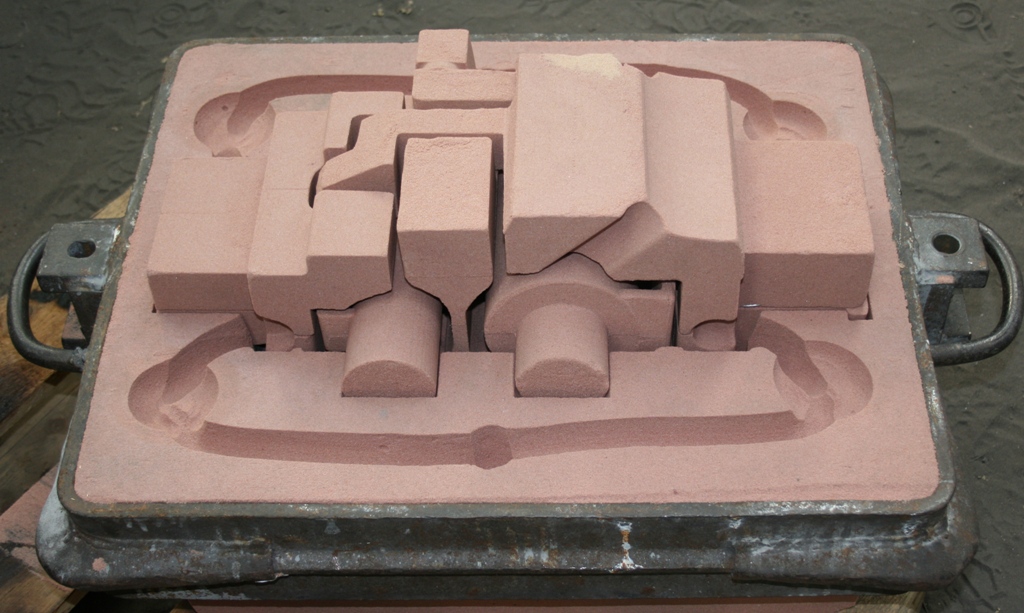
Core connecting HP exhaust to LP valvchest fits over the top. | At the foundry, bottom box with cores assembled. |
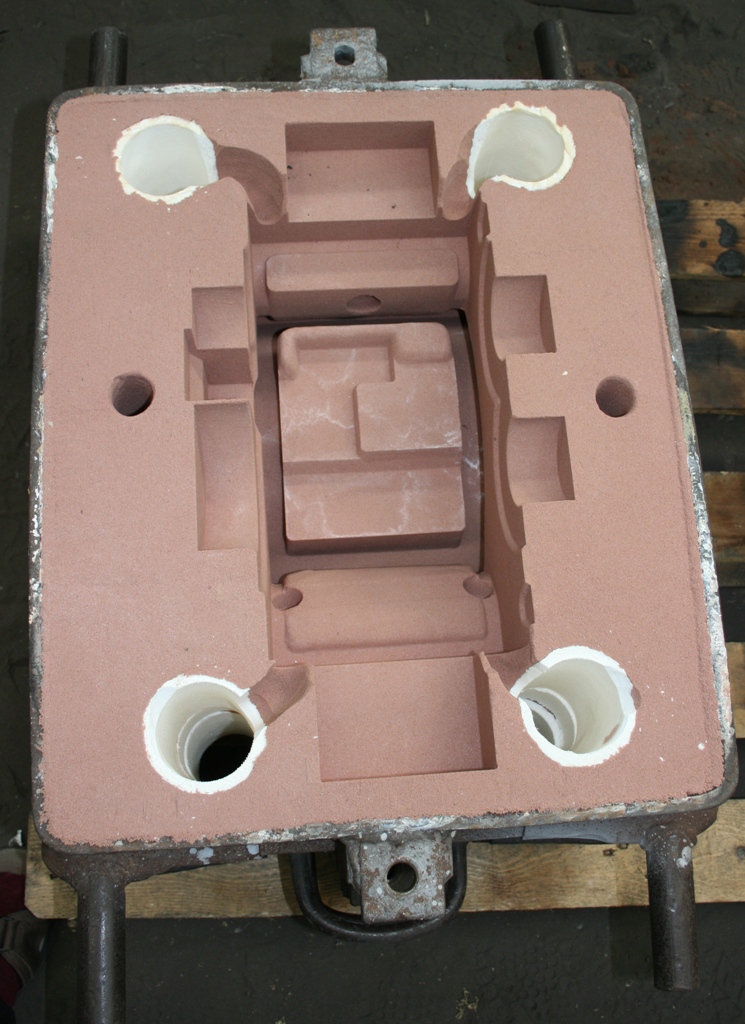
Top box, upside down, with insulated risers to feed the casting. |
|
|
|
|
|
3 part box, bottom box nearest and next two behind |
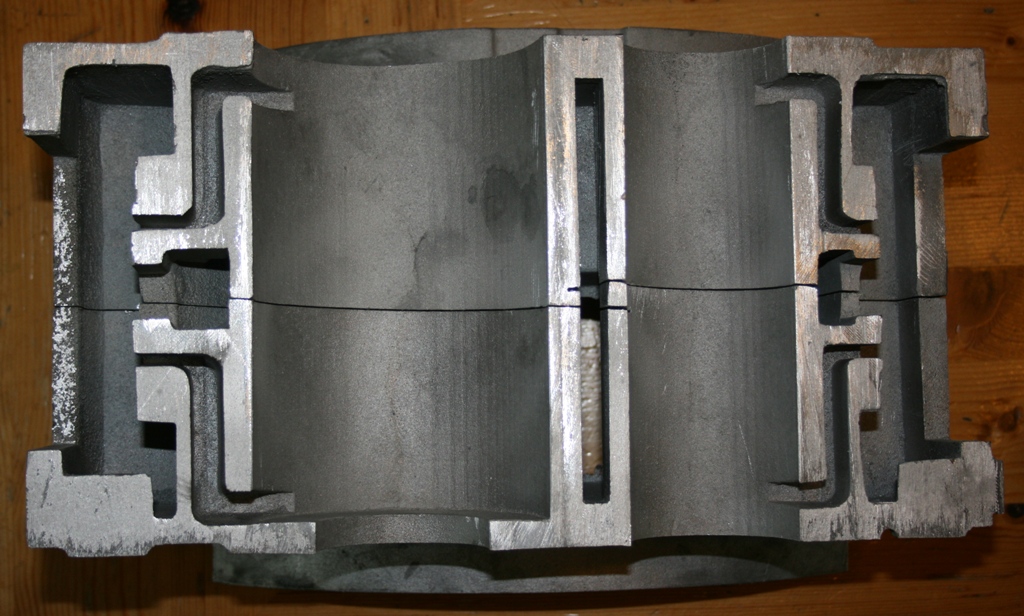
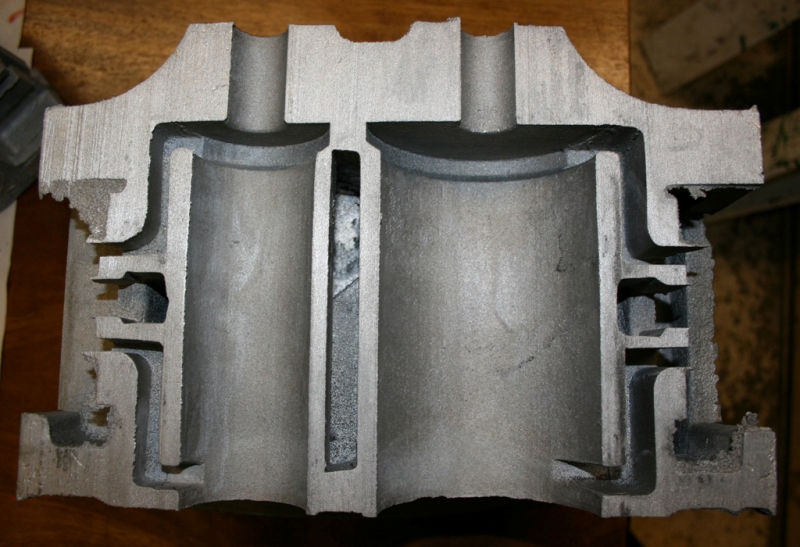
Aluminium trial cylinder straight out of the sand. |
Trial cylinder sawn into 4 to check layout of the cores | LP valve face, all is good. |
The steam uptake core needs to be moved 1/16" to the left |
|
|
|
|
|
Cross section of cylinder. Some tweaking to be done. |
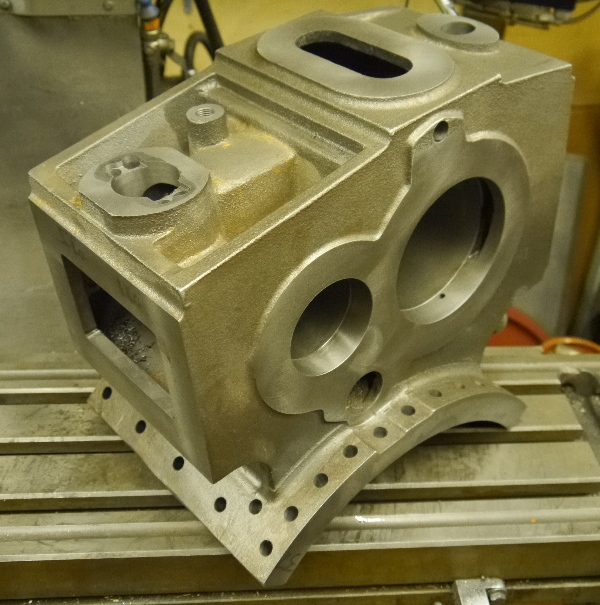
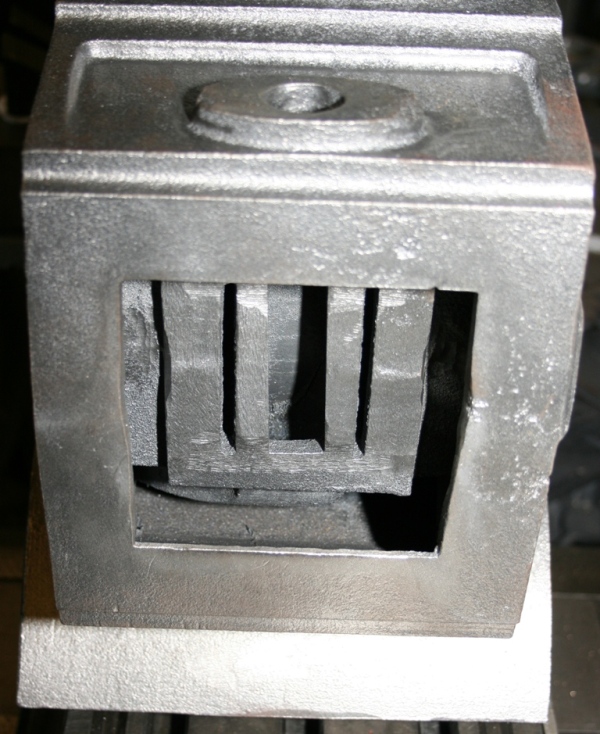
First iron cylinder |
Low pressure valve face, ports all have machining allowance |
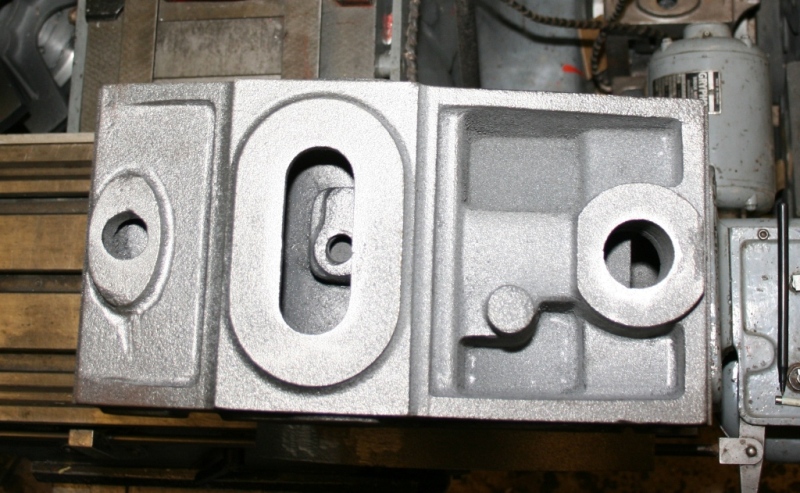
Top of iron cylinder . Small boss is feed for cylinder oil. |
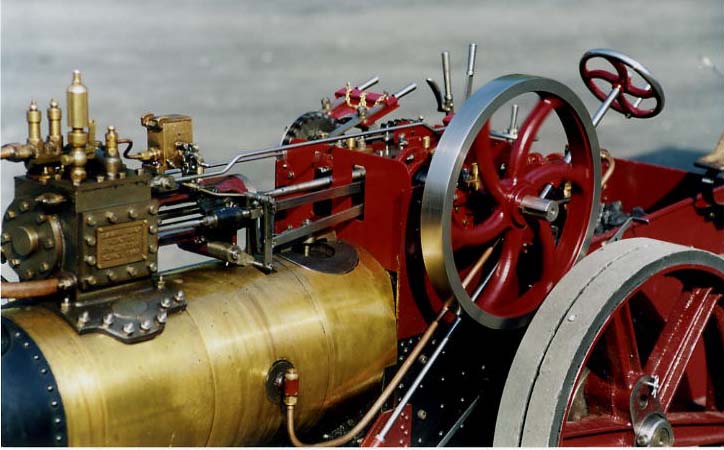
Pair of cylinders. |
 |
 |
 |
 |
 |
Six iron cylinders |
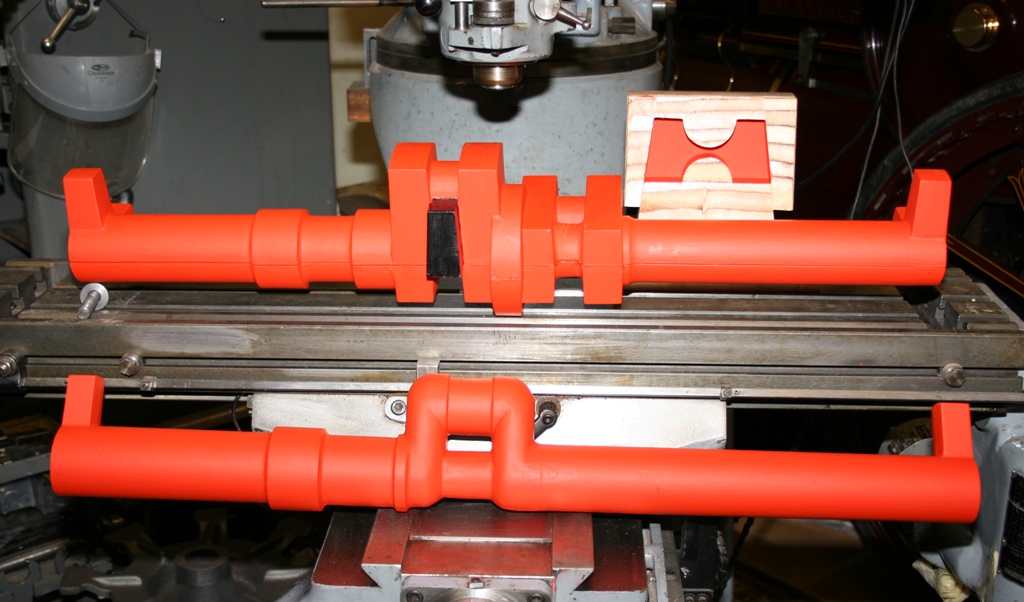
SCC & DCC crankshaft patterns |
First iron cylinder |
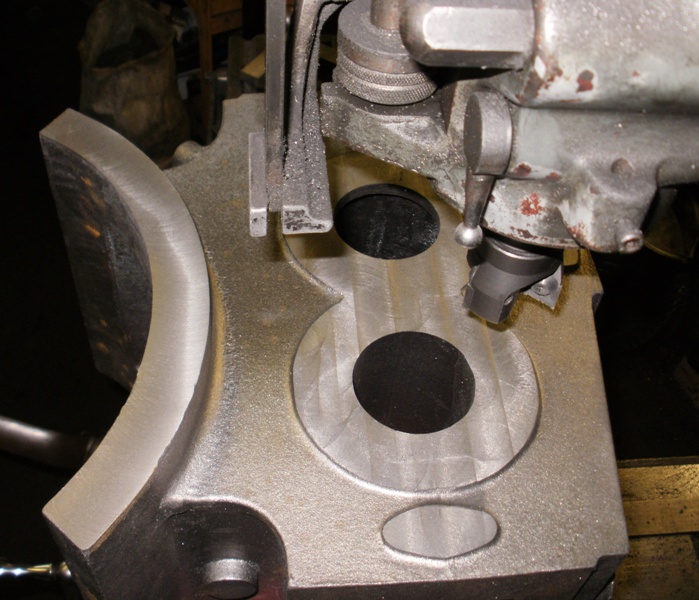
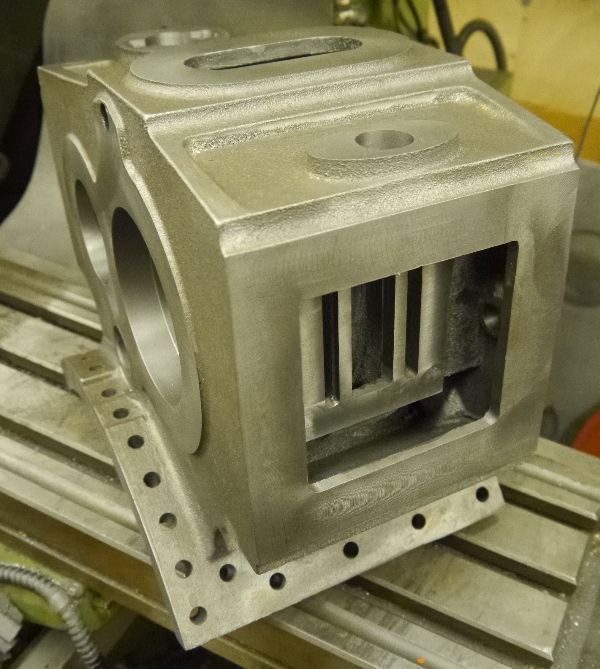
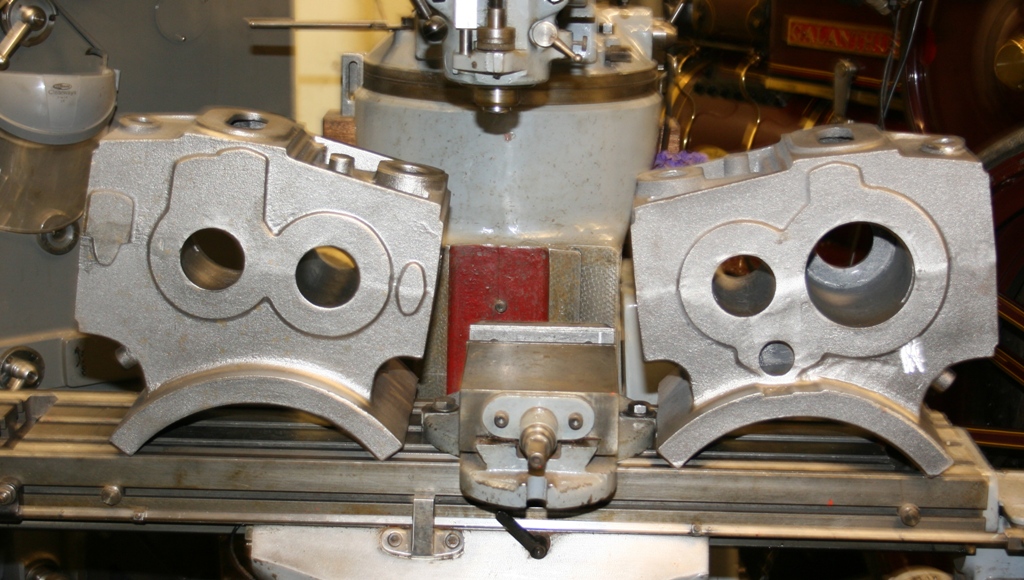
Machining datum faces |
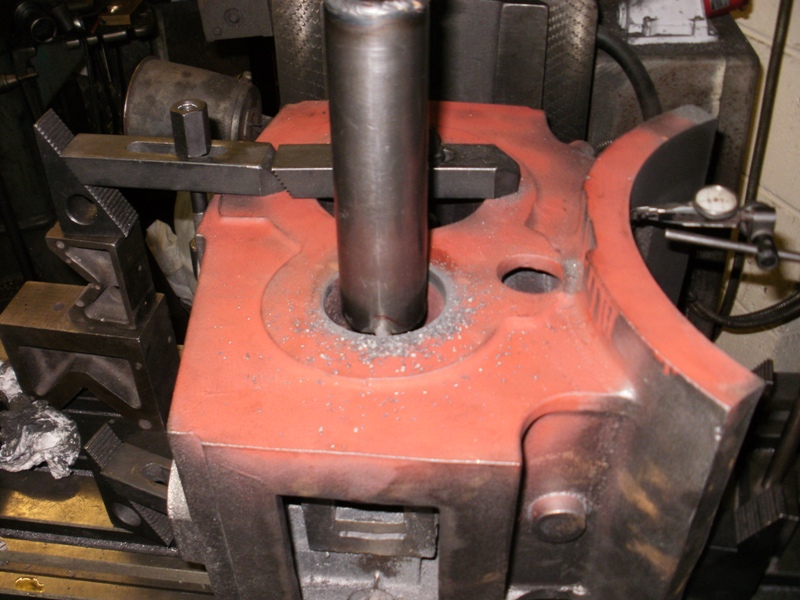
Boring the HP cylinder |
 |
 |
 |
 |
 |
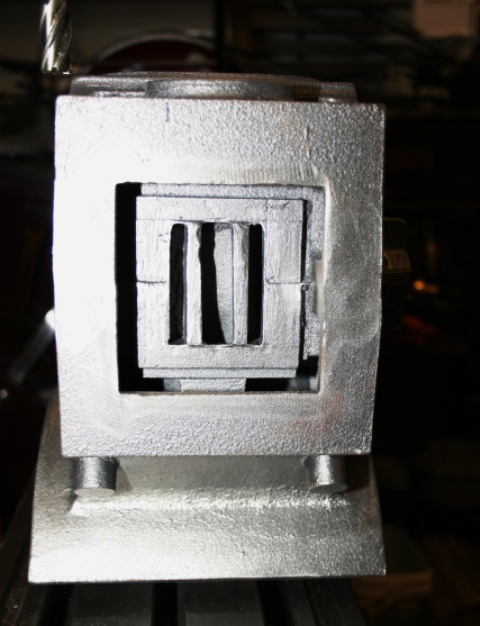
Front of first iron cylinder |
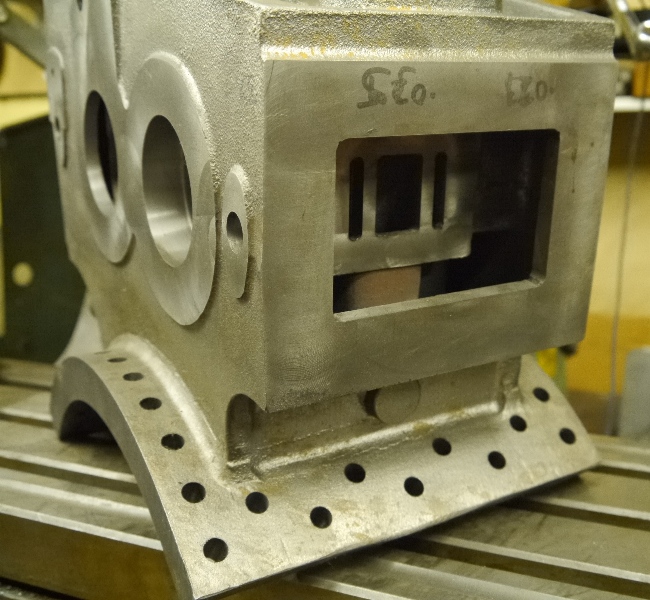
Exhaust face of iron cylinder
|
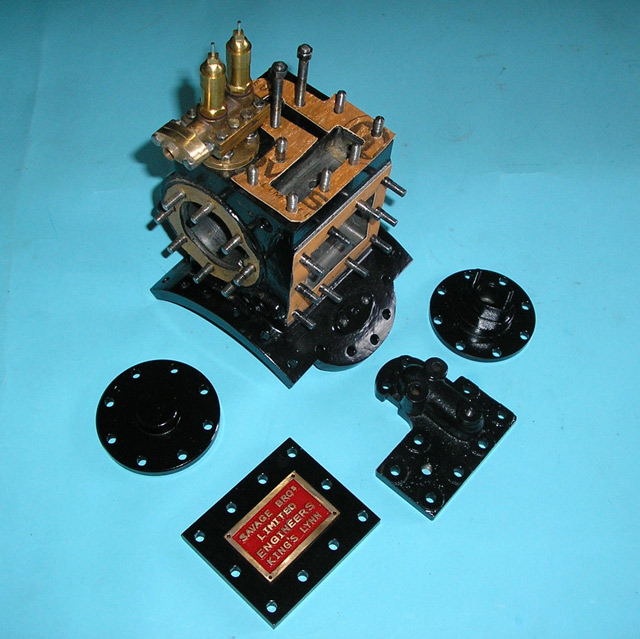
LP valve chest |
HP valve chest |
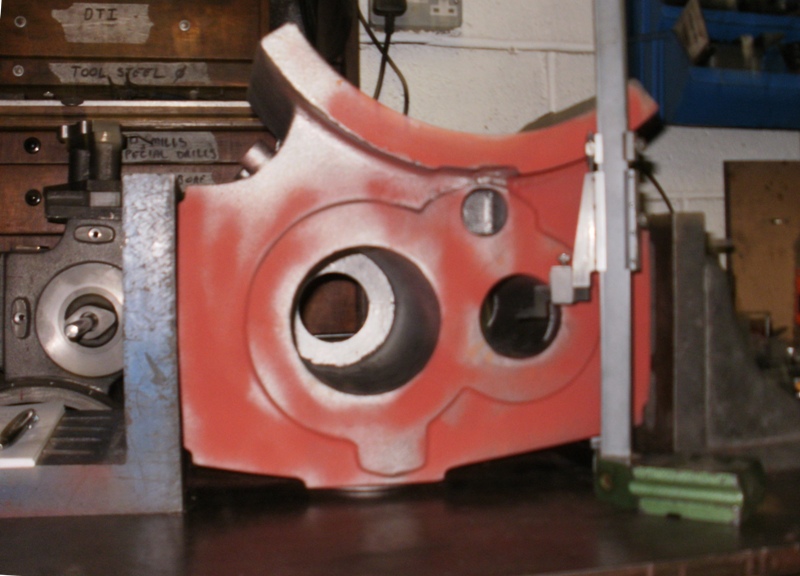
Boiler radius machined |
 |
 |
|||
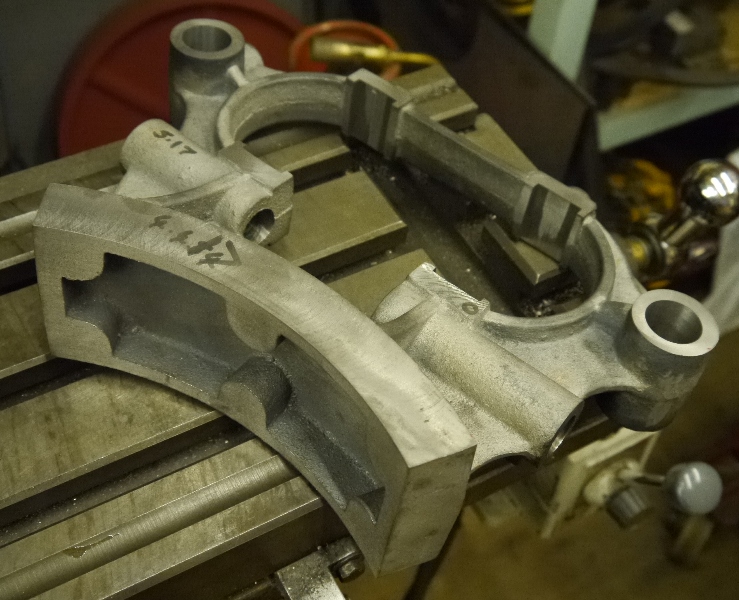
Motion Bracket |
Underneath of motion Bracket |






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}